BLOG

INFORMATIVO TÉCNICO DE REPINTURA AUTOMOTIVA
INTRODUÇÃO
Com o objetivo de mostrar algumas etapas da repintura automotiva e as principais técnicas usadas atualmente no cenário nacional, a Steula Equipamentos criou esse manual. Com ele o leitor que ainda não conhece essas técnicas terá a oportunidade de conhecer um pouco mais desse universo, assim como servirá de material de consulta. Este manual não tem a intenção de ensinar novas técnicas aos profissionais da área, visto que estes já tem sua maneira individual de trabalhar. Aqui apresentaremos um pouco das seguintes etapas: chegada do veículo na funilaria, identificação da área a ser reparada, identificação do substrato, processos de limpeza, mascaramento, aplicações de massas e primers, lixamentos, pintura, envernizamento, chegando até o polimento e entrega do veiculo. Também veremos sobre as classificações das pistolas para pintura STEULA com tabela ilustrativa e as principais características das pistolas para pintura HVLPe LVLP.
INFORMATIVO TÉCNICO REPINTURA AUTOMOTIVA
O QUE É REPINTURA AUTOMOTIVA E O QUE A DIFERENCIA DA PINTURA ORIGINAL ?
Pintura Original: realizada por robôs, que empregam a mesma pressão e quantidade de tinta, bem como a mesma distância de aplicação, além de secagem em condições especiais;
Repintura: feita manualmente, de forma desproporcional em relação à distância, pressão e quantidade de tinta, com uso de catalisador para a secagem.
ETAPAS DO PROCESSO DE REPINTURA
1 – IDENTIFICAÇÃO DA ÁREA A SER REPARADA
 Inspecionar o veículo para identificar os danos e avaliar se será necessário a troca da peça ou se a mesma será reparada.
Inspecionar o veículo para identificar os danos e avaliar se será necessário a troca da peça ou se a mesma será reparada.
Ao inspecionar a zona de reparo é realizada a análise do fluxo de trabalho e assim se determina quais os materiais serão usados para a reparação.
1.A - PEÇA NOVA
Dependendo do tipo de dano, pode ser necessário a substituição de peças. Essas partes são denominadas “peças de reposição”, que são geralmente fornecidas com uma camada fina de cor preta ou cinza chamada de KTLou E-COAT. Peças com este tratamento podem dispensar a aplicação de fosfatizante e promotor de aderência, diminuindo etapas de pré-tratamento da superfície. Porém, não podemos desprezar a aplicação de primer para aumentar a resistência mecânica contra batidas de pedra e aderência do acabamento.
1.B - PEÇAS NUAS E ANTIGAS
Quando há dúvidas sobre a camada de pintura preexistente recomenda-se a remoção destas camadas, para garantir a qualidade do reparo. A remoção da tinta pode ser realizada através do processo de lixamento ou utilizando o removedor pastoso.
preexistente recomenda-se a remoção destas camadas, para garantir a qualidade do reparo. A remoção da tinta pode ser realizada através do processo de lixamento ou utilizando o removedor pastoso.
Após a remoção da camada, é importante eliminar qualquer resíduo da superfície da peça, promovendo uma limpeza adequada e utilizando solução desengraxante. Em seguida aplique fosfatizantes / promotores de aderência (wash primer).
2- IDENTIFICAÇÃO DA SUPERFÍCIE DO SUBSTRATO
 SUPERFÍCIES GERALMENTE ENCONTRADAS
SUPERFÍCIES GERALMENTE ENCONTRADAS
- Metais Variados
- Plásticos Variados
- Fibra de Vidro
- Fibra de Carbono
Identificar o tipo de material é fator importante na escolha no processo de repintura que será utilizado. Para cada tipo de superfície caberá um processo distinto.
3 - LIMPEZA PRÉVIA
Antes de iniciar qualquer processo é necessária uma lavagem de todo o veículo a fim de impedir a entrada de contaminantes na oficina
a fim de impedir a entrada de contaminantes na oficina
LAVAR O VEÍCULO PARA QUE SE EVITE A ENTRADA DE CONTAMINANTES NA OFICINA
4 – MASCARAMENTO
Esse processo também é conhecido como “empapelamento”.
Sempre que necessitar pintar um veículo parcialmente é necessário que haja o mascaramento do veículo, protegendo todas as outras peças que não serão pintadas. Esse processo geralmente consome bastante tempo da funilaria.
Os produtos para o mascaramento deverão ter as seguintes caracteristicas: Impermeabilidade / Resistência mecânica / Resistencia térmica.
Segue abaixo os 3 tipos de mascaramento mais conhecidos atualmente no mercado;
Mascaramento com papel: Esse método é o mais comum nas funilarias, sendo utilizado um papel próprio para este tipo de trabalho. Trata-se de um papel impermeável e resistente mecânica e termicamente.
Mascaramento plástico: O filme plástico é encontrado com várias larguras para mascarar grandes áreas como teto e capô ou áreas pequenas comoretrovisores, trazendo grande economia de tempo e de material.
Mascaramento liquido: É comum aplicar o mascaramento liquido no veículo antes de entrar na oficina atuando na proteção contra névoas de tintas, vernizes e primers.

5 - APLICAÇÕES DE MASSAS E LIXAMENTO
5.A – FUNÇÃO DAS MASSAS
Utilizadas para corrigir e nivelar imperfeições da superfície a ser reparada.
5.B – TIPOS DE MASSAS UTILIZADAS
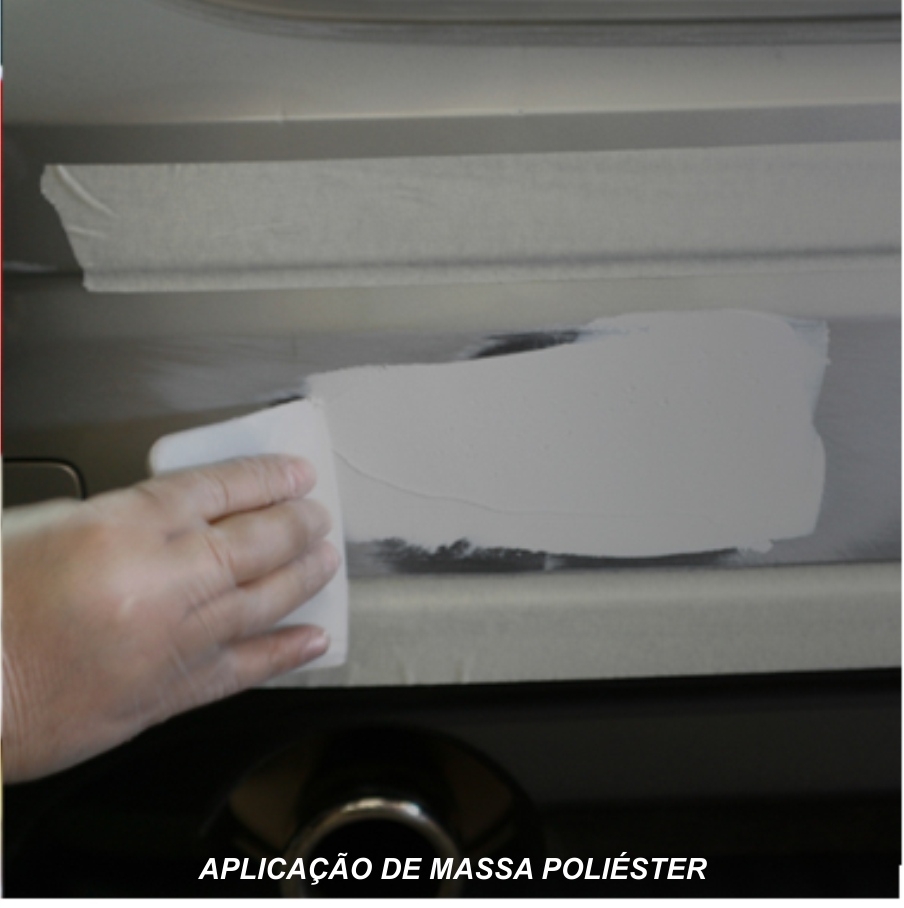
Cola Plástica / Massa Rápida / Massa poliéster / Massa UV / Massa para pequenas correções.
Importante: Para os processos de acabamentos atuais os produtos mais indicados são as massas Poliéster e para pequenos reparos a massa para pequenas correções; outros produtos como massas rápidas e cola plásticas poderão ocasionar reações adversas no final do processo.
5.C – LIXAS
As lixas têm graduações distintas e essa graduação chama-se grão ou grana. As numerações dependem do tipo de lixa e até mesmo de cada fabricante. Quanto mais baixo o número, mais grossa será a lixa. Quanto mais alto o número, mais fina será a lixa.
Existe uma grande variedade de material abrasivo na indústria, sendo que os tipos mais comuns de lixas em folhas ou discos para o processo de preparação e repintura são:
Lixa D'água: Lixa indicada para desbaste e acabamento na área de reparação automotiva. Esse tipo de lixa é usado com o auxílio de água no processo úmido.
Lixas usadas para lixamento úmido na preparação automotiva e polimento:
Primer: 320, 400 e 600
Massa: 80, 220 e 320
Polimento: 1200, 1500, 2000, 2500, 3000 e 5000
Lixa Seco: Produto de alto rendimento e acabamento, destinado ao lixamento a seco na maioria dos processos de reparos automotivos. Lixas usadas para lixamento a seco na preparação automotiva:
Primer: 320, 400 e 600
Massa: 80, 220 e 320
Polimento: 1200, 1500, 2000, 2500, 3000 e 5000
• Assim que receber a peça da funilaria, o pintor deve aplicar o desengraxante e em seguida um desbaste com uma lixa grana 80 – pode ser manualmente ou com uma lixadeira roto-orbital sem interface. Após o desbaste, limpe a peça com um desengraxante.
• Feito isso, aplique a massa Poliéster para correção de imperfeições e, com a massa já seca, use um taco com uma lixa 80 para nivelar a massa com a peça.

• Então você deve remover os riscos da lixa anterior, agora com uma lixa 220, instalada em uma lixadeira roto-orbital com interface. O próximo passo é lixar ao redor da área reparada (lixa 320 e lixadeira roto-orbital com interface). Isso auxilia a aderência do primer. No fim, use o desengraxante para limpar a peça.
• Chega então a hora de mascarar a peça para aplicação do fundo fosfatizante anticorrosivo. Essa etapa é essencial pois, quando a peça reparada é lixada, há partes que não estão protegidas contra corrosão e o fundo fosfatizante faz essa função. Se houver necessidade, aplique duas demãos, no máximo.

6 - APLICAÇÃO DE PRIMERS E LIXAMENTO
6.A – FUNÇÃO DOS PRIMERS
Produtos utilizados na preparação da superfície para receber a pintura de acabamento.
6.B – TIPOS DE PRIMERS USADOS
Primer Universal / Primer Poliuretano (PU) / Primer a Base D'agua / Primer UV
Importante: Para os processos de acabamento atuais os produtos mais indicados são os Primers Poliuretanos; os demais produtos como Primer Universal poderão ocasionar reações adversas ao final do processo.
Agora é a vez de aplicar o primer. A mistura deve ser feita de acordo com as especificações do fabricante. Duas demãos de primer são suficientes para fazer o enchimento e cobertura de pequenas imperfeições. Caso o reparo for de grandes proporções, dê uma terceira demão. O tempo entre as demãos de primer deve ser de no mínimo 10 minutos, dependendo da temperatura externa.
Com o primer aplicado e seco, o lixamento deve ser feito com um taco e uma lixa 320. Se houver necessidade, lixe com a 320 instalada em uma lixadeira roto-orbital com interface para finalizar o processo. Em seguida, para eliminar os riscos do lixamento anterior, use uma lixa 400, instalada em uma lixadeira roto-orbital com interface.
Posteriormente lixar a peça com uma lixa 600, instalada em uma lixadeira roto-orbital com interface (se a tinta for PU, isso é desnecessário).
Para finalizar faça um lixamento manual, sem o taco, com lixa 800 nos arredores, cantos e locais onde a lixadeira roto-orbital não alcançou.
Não se deve lixar o fundo fosfatizante anticorrosivo.
A pistola para pintura STEULA BC 75-17 também é indicada para aplicação de primers. Usar pressão de trabalho da pistola 36 a 50 PSI e sempre trabalhar com válvula de controle de pressão instalada próximo à pistola.

7 - APLICAÇÃO DA TINTA
7.A – TINTAS: COMPOSIÇÃO
Uma tinta é basicamente composta por:
• RESINA: é a parte não-volátil da tinta, responsável pela formação do filme que adere ao substrato. A resina determina o tipo de tinta: base PU, base poliéster, sintética, base d´água, etc....
• PIGMENTOS: são substâncias misturadas à resina que conferem cor, aderência, opacidade, cobertura e outras propriedades ao filme.
• PIGMENTOS ANTI-CORROSIVOS: são adicionados aos primers para proporcionar resistência à corrosão.
• ADITIVOS: elementos acrescentados à tinta principalmente para melhorar alastramento, nivelamento e brilho.
• SOLVENTE: é a parte volátil da tinta; ao ajustar sua quantidade se controla a viscosidade e alastramento. Após a evaporação total do solvente restará uma película de tinta seca aderida à superfície.
7.B – TIPOS DE TINTAS AUTOMOTIVAS
Esmaltes sintéticos / Laca Nitrocelulose / Base Poliéster / Poliuretano / Base Água Poliéster / Base Água Poliuretano.
As tintas mais usadas na área da repintura automotiva atualmente são a Base Poliéster e o Poliuretano (PU).
7.C – PINTURA
Iniciar a aplicação da tinta primeiro na área com primer. Aplicar entre 3 a 4 demãos ou até a cobertura total da base com intervalos de 5 minutos entre demãos. Após a última demão de tinta aguardar de 20 a 30 minutos para aplicar o verniz de acabamento.
É sempre importante realizar a limpeza da área com um pano pega poeira antes da pintura e entre as demãos para a eliminação de pequenas impurezas.
7.D - ALONGAMENTO

Para minimizar as possíveis diferenças entre a cor original do veículo e a cor da repintura poderá ser necessário aplicar a técnica de alongamento nas peças que confrontam com a peça que está sendo reparada. Exemplo: se o dano ocorreu entre a porta e a lateral o alongamento é feito na área delimitada pelas 2 linhas pontilhadas, conforme ilustrado na foto a esquerda. Além desta área não é aplicado tinta.
A peça a ser alongada deverá ser preparada com lixamento leve para remoção do verniz e assim poder “fundir” com a nova pintura. A pintura da área alongada deve ser feita com avanço em “degradé” para reduzir as diferenças.
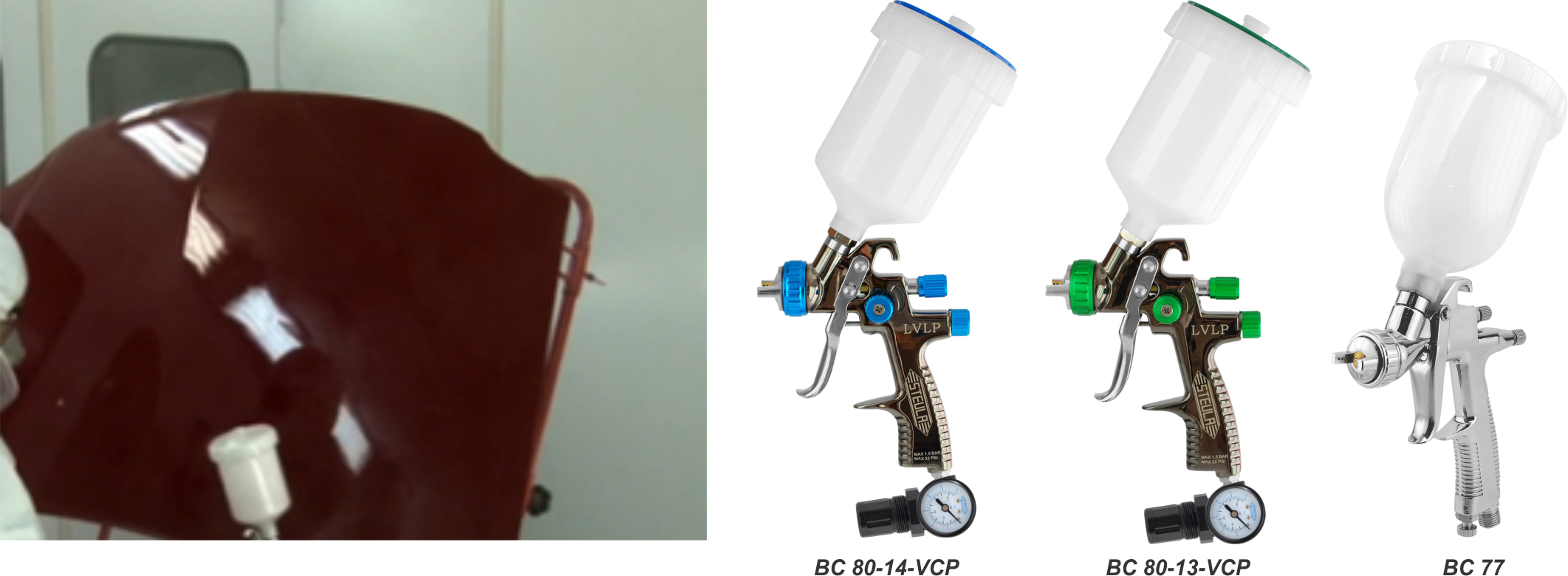
A pistola para pintura STEULA BC 80 com bico 1,3 mm ou 1,4 mm é recomendada para pintura de acabamento. Para maior economia de tinta sugerimos pressão de trabalho 22 PSI (no máximo 43 PSI). É indispensável a instalação de uma válvula de controle de pressão VCP-10 na própria pistola para otimização de seu desempenho.
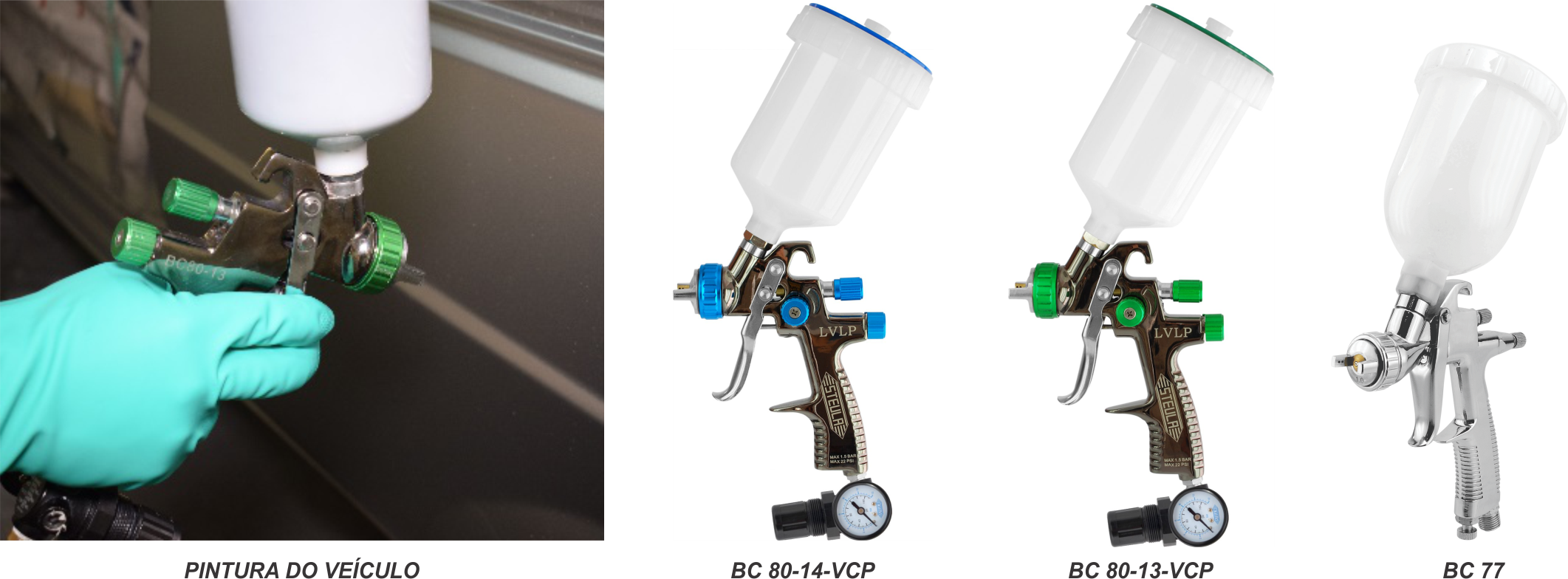
E para retoques localizados a STEULAindica a pistola BC 77 com bico 0,8 mm ou 1,2 mm, por ser uma pistola de pequeno porte.
8 – APLICAÇÃO DO VERNIZ
8.A – TIPOS DE VERNIZES
Verniz rápido / Poliuretano (PU) / Verniz UV / Verniz PU a base d´água. O verniz mais usado em repintura automotiva atualmente é o verniz poliuretano (PU).
8.B – PREPARAÇÃO E APLICAÇÃO
Catalise o produto e dilua conforme instruções do fabricante.
É altamente recomendado que se coe o verniz ao colocá-lo na caneca da pistola.
Aplique a 1ª demão em toda a superfície para que sirva de ancoragem, depois aplique a 2ª e a 3ª demão para criar uma película de proteção sobre a pintura. É importante ressaltar que o intervalo entra cada demão deve ser de pelo menos 10 minutos.
Na última demão aplicar camadas com sobreposição de 50% da camada anterior a fim de garantir cobertura total do verniz sobre a peça (conforme a figura).
A pistola para pintura STEULA BC 80 com bico 1,3 mm ou 1,4 mm é recomendada para aplicação de verniz. Para maior economia sugerimos pressão de trabalho 22 PSI (no máximo 43 PSI). É indispensável a instalação de uma válvula de controle de pressão VCP-10 na própria pistola para otimização de seu desempenho.
Para retoques localizados a STEULA indica a pistola BC 77 com bico 0,8 mm ou 1,2 mm, por ser uma pistola de pequeno porte.
É recomendado aguardar um período de 72 horas para iniciar o processo de polimento.
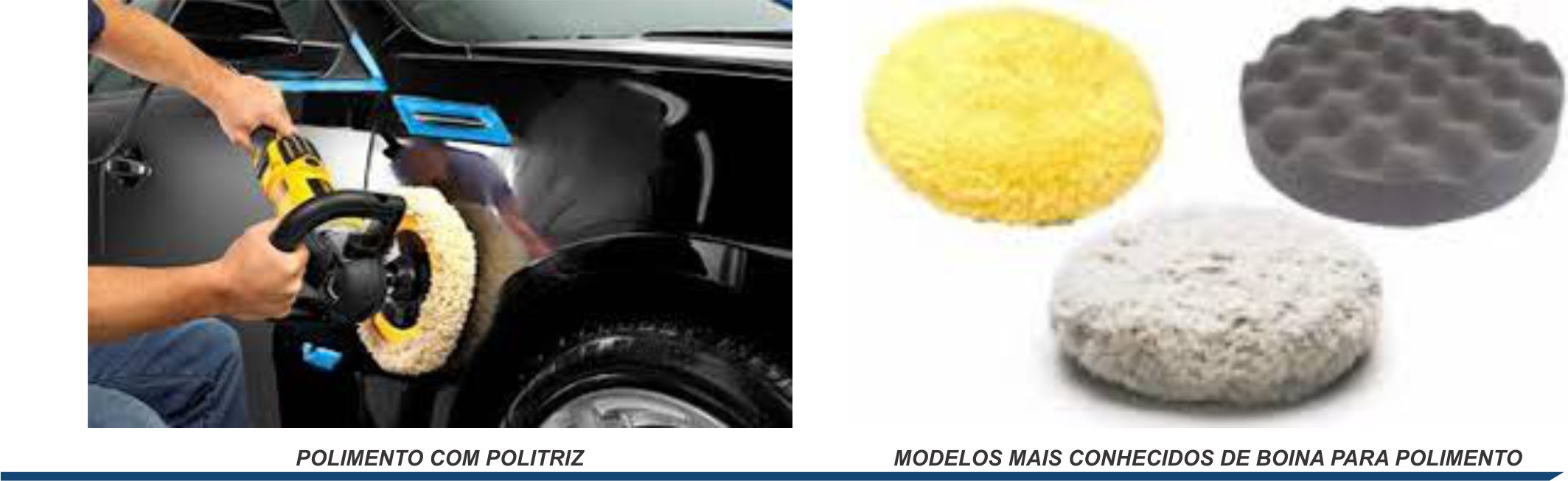
9 - POLIMENTO
As principais etapas do polimento são:
• Antes de realizar o polimento analise os tipos de problemas encontrados na repintura que podem ser divididos entre “casca de laranja”, “poeira” ou “sujeira”, “olhos de peixe”, rugosidade, tinta escorrida e caroço. • Após identificar o tipo de irregularidade, o profissional poderá escolher o tipo de lixamento mais adequado.
• Existem 2 tipos de lixamento: o manual ou com a lixadeira roto-orbital.
• O lixamento manual mais adequado para remover imperfeições médias é feito com as lixas de grão 2500 e 3000.
• Para imperfeições moderadas e severas se utilizam sequencialmente as lixas de grão 1200, 1500 e 2000.
• Sempre borrife água limpa no local da irregularidade.
• Sempre lixe com movimentos retos. Nunca faça movimentos circulares.
• Foque em um defeito de cada vez. Dessa forma o profissional obterá melhores resultados.
• Não exerça pressão excessiva sobre o defeito durante o processo de polimento automotivo.
• O aporte de espuma, utilizado juntamente com um disco de lixamento, é uma excelente opção para remover irregularidades leves ou moderadas
10 – CLASSIFICAÇÃO DE PISTOLAS PARA PINTURA
Dentre uma extensa lista de ferramentas e equipamentos utilizados em repintura automotiva, as pistolas para pintura são um diferencial importante para assegurar um resultado final de qualidade.
Existem muitos tipos de pistolas para pintura, cada uma com sua especificidade. O informativo a seguir ajuda a entender os diferentes modelos.
Uma pistola para pintura pode ser classificada de acordo com os seguintes critérios:
• Quanto a capacidade de pulverização
• Quanto a fonte de suprimento de ar
• Quanto a alimentação de tinta
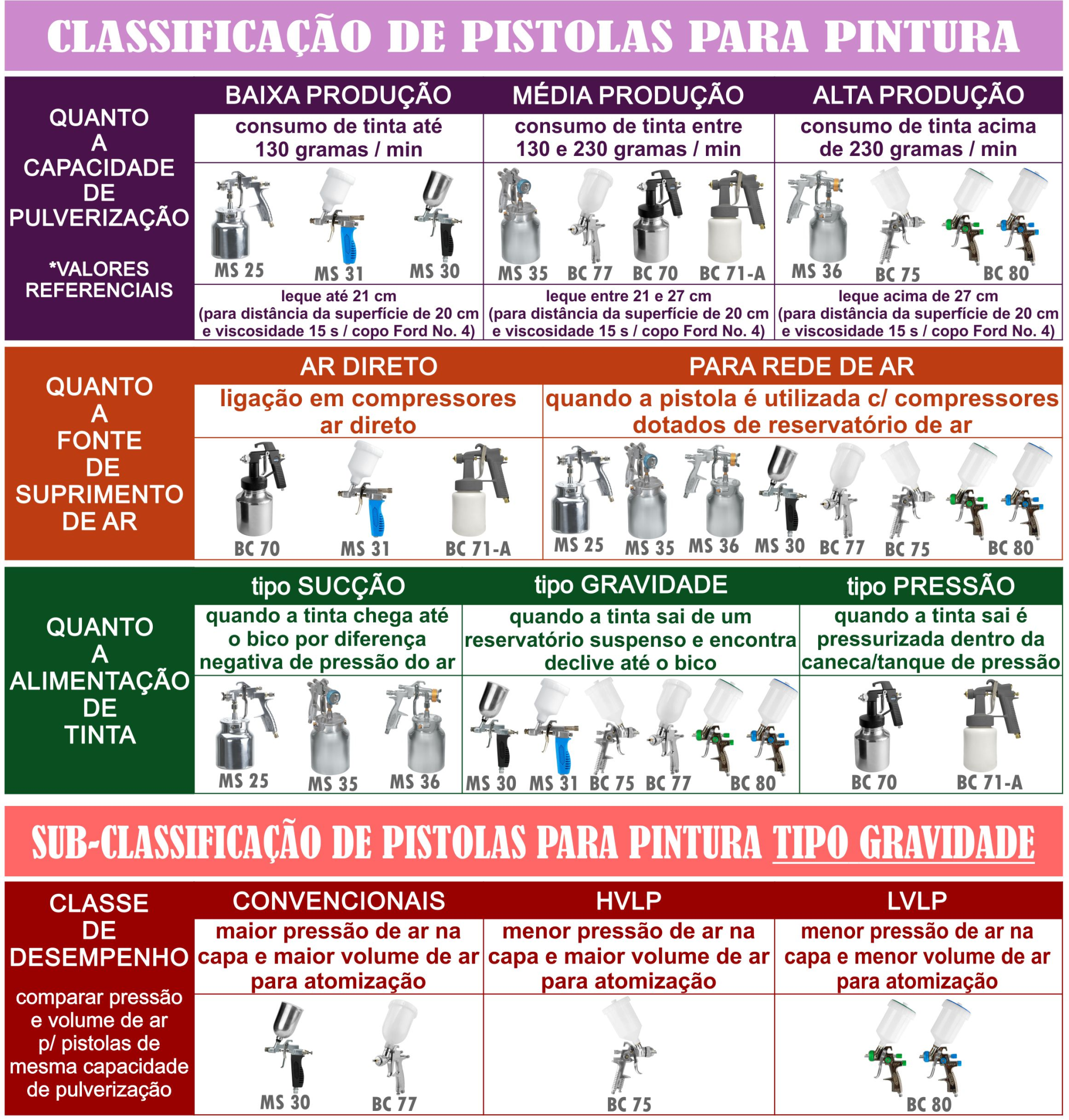
Atualmente existem pistolas que apresentam maior TAXA DE TRANSFERÊNCIA DE TINTA que são classificadas como HVLP (“High Volume - Low Pressure” ou “Alto Volume - Baixa Pressão) e LVLP(“Low Volume - Low Pressure” ou “Baixo Volume - Baixa Pressão”).
Taxa de transferência de tinta é uma indicação da quantidade de tinta que termina na superfície do alvo. Quanto maior a taxa de transferência de tinta de uma pistola mais econômica ela será, por evitar desperdício de tinta.
Exemplo:
Pistola convencional: taxa de transferência inferior a 50%
Pistola HVLP: taxa de transferência em torno de 60%
Pistola LVLP: taxa de transferência acima de 68% Esses valores são estimados, podendo variar de fabricante para fabricante e conforme as condições de instalação.
11 - PRINCIPAIS DIFERENÇAS ENTRE PISTOLAS PARA PINTURA HVLP E LVLP
 |
 |
| PISTOLA HVLP | PISTOLA LVLP |
| Necessitam de maior suprimento de ar comprimido que as pistolas LVLP | Trabalham com baixo volume de ar, o que significa que operam perfeitamente com compressores << menores >> |
| Taxa de transferência de tinta maior que nas pistolas convencionais | Taxa de transferência de tinta ainda maior que nas pistolas HVLP |
| Menos névoa que nas pistolas convencionais | Menos névoa que nas pistolas convencionais e ainda menor que nas pistolas HVLP |
| Modelo popular, preço menor | Maior custo de aquisição |
ARQUIVO PDF PARA DOWNLOAD
VOLTAR